Professional Foundry Machine Manufacturer
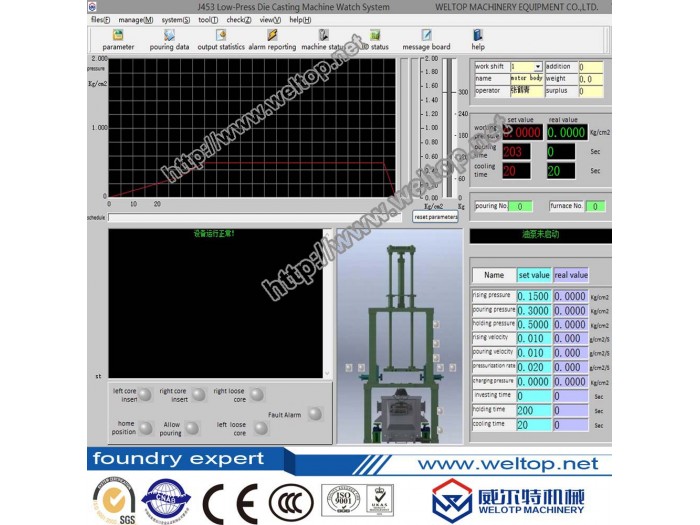


The low pressure Casting controlling system is composed of two parts. One is PLC which is used for the core of lower layer control. The other one is Industrial Control Computer which is used for upper monitoring and management machine. It realizes the sequential action automatic control of the low-pressure casting machine, the real-time closed-loop feedback control of the liquid surface pressure casting process and the mold cooling control. And can realize the setting and modification of the pouring process parameters, the fault alarm display and recording, and query of the pouring process data. The control system has a high degree of automation, and the monitoring mode of the upper and lower machines ensures that even in the event of a failure of the upper industrial computer, the lower control system can automatically operate according to the preset process parameters, thereby further improving the system stability. The monitoring management software adopts standard Windows style and full Chinese interface. It has a completely and friendly human-machine dialogue interface, which is intuitive in image display, rich in functions and simple in operation. It can conveniently and flexibly consult, set and adjust the pressure process parameters and mold cooling control parameters for the operation and maintenance of low-pressure casting machines and process parameters. The monitoring management software provides strong support and assurance.
The main low-voltage electrical components of the electrical control system are manufactured by Siemens or Schneider, and the control cabinet is equipped with an industrial air-conditioner to ensure the reliability of the system.
There’re plenty of low-pressure machines has been used by the control system for a long time. They’re reliable performance, convenient and easy to maintenance. Received widely good reputation which has achieved good results.
1. Host control system features
● The position sensor is used to continuously detect and display the position of the moving plate. The machine's matching position, pick-up position, open position and acceleration/deceleration position are all digitally set on the upper machine. The position adjustment is simple, convenient, accurate and fast.
●The machine has various action programs such as moving, molding, manual and automatic;
●The machine has a perfect action interlock function, and can display the machine's action interlock requirement in real time in text mode when the machine is operating, and provide assistance to the operator to operate the machine;
● Real-time display of the machine's specific fault information in text mode, and provide detailed fault points and possible causes and solutions for fault alarms, providing effective assistance for operation and maintenance personnel to troubleshoot. The fault record can be saved and can be traced back and forth according to the year, month and day.
● Dynamically display the actual working conditions of the hydraulic system of the machine and the status of the switches of the various positions of the machine in a graphical manner;
● Real-time display of PLC input, output points and function modules.
2. Liquid surface pressure control system features
● With multi-stage linear pressure function, the pressure and pressure rate of each stage can be set arbitrarily within the process range. The imported proportional valve + high-precision pressure sensor is used as the detection actuator, and the software PID adjustment mode realizes the real-time closed-loop feedback control of the pressurization process;
● Real-time tracking and setting of the pressurization process curve to achieve various pressurization specifications;
● The pressurization process is completed automatically, it will be not effect by the operator, and has a good reproducibility of the pouring process;
● With leakage compensation function, the pressurization process is not affected by the fluctuation of the gas source pressure and the leakage of the holding furnace (within a certain leakage range), which fundamentally ensures the repeatability of the pressurization process;
●Automatic compensation for the increase of the pressurization pressure caused by the decrease of the metal liquid level due to the decrease of the molten metal in the holding furnace after each pouring;
● The actual pressure and mold temperature of the pressurization process can be saved, and the process parameters of the historical casting and the pressurization pressure and the mold temperature can be queried. It can be analyzed the deviation between the actual pressurization parameter and the set pressurization parameter.
● The liquid level pressure control system can be independently equipped to other low pressure casting machines. A complete set of pouring control device with valve block is provided in the electric control cabinet, and the automatic pressurization control of the pouring process can be realized only by connecting with the compressed air pipe network and the holding furnace. The control device of the host sends a "start pressure" signal to the liquid level pressure control system after the main body has the pouring condition. After the pouring, the host control device obtains the "filling completed" signal of the liquid surface pressure control system.
3. Mold cooling control system
● It has two control modes: time control and mold temperature control. It can realize several cooling methods such as air cooling, water cooling and water gas mixing of the mold;
● Cooling time and mold temperature can be set and displayed on the host computer;
●The maximum number of cooling channels can be selected, and each cooling channel can be independently set to "working" or "non-working" state;
● Each cooling channel can be independently selected as the time control or temperature control mode;
● For temperature control, the temperature detection point of each cooling channel can be selected;
● Manually test each channel cooling valve on the monitoring interface;