Professional Foundry Machine Manufacturer

Centrifugal casting is a process that delivers castings of very high material soundness, and thus is the technology of choice for applications like jet engine compressor cases, petrochemical furnace tubes, many military products, and other high-reliability applications.
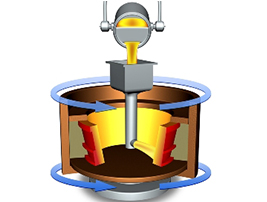
In the centrifugal casting process, molten metal is poured into a spinning die. The die can be spinning either on a vertical or horizontal axis depending on the configuration of the desired part. Ring and cylinder type shapes are cast vertically; tubular shapes are made with the horizontal centrifugal process. Either process may be used to produce multiple parts from a single casting. External structures and shaping can be cast in place to significantly reduce post-processing including machining or fabrication.
Because of the high g-forces applied to the molten metal in the spinning die, less dense material, including impurities, “floats” to the I.D. where it is subsequently removed by machining. Solidification is managed directionally under pressure, from the O.D. to the I.D., avoiding any mid-wall shrinkage, leaving a defect-free structure without cavities or gas pockets.