Professional Foundry Machine Manufacturer




Single-station fully automatic centrifugal casting machine is composed of the engine and a auxiliary engine. The engine is controlled by VFD. Auxiliary engine is controlled by servo and it includes cleaning, spraying, pouring, cooling, casting extraction devices .The whole process are controlled automatically.
The main engine’s speed is adjustable and steady in the high speed.The Spraying process is very advanced of multistage velocity control. The key process parameters are real-time monitor and adjusted by automatic control system. So it can ensure the casting process parameters repetition and consistency. It eliminates the influence of artificial factors to the casting process parameters. So it ensures stable quality of the casings.
The feature of machine:
1 less area
2 more production efficiency
3 high level of automation--all operations are performed by one person
4 suit for cylinder liner’s continuous production with large quantities and single item.
Features
main engine
The main engine is obtained high-speed and stable as feature.The key factor affecting the product quality is whether the tube mold runs smooth and rotatory. Therefore, the smooth of the main engine is required to be very high. In the high-speed operation, the radial run-out of the tube mold is smaller, the wall thickness of the cylinder liner is more even, and the structure performance is more stable.
The main engine adopts four supporting wheel structure with the bearing base adopting cast iron material, so it has a good shock absorption capacity. The surfaces of the supporting wheels are processed with hardening and fine grinding processes. The main engine use ac frequency conversion motor and vector control converter. Riding wheel is rotated by V belt.So it ensures that the tube molds can be controlled with precise speed governing. Regenerative braking system ensures the fast stop of the tube molds. So the productivity can be improved.
Auxiliary engine
Auxiliary engine has accurate locating control .Cleaning, spraying and tool for casting extraction mechanisms are compactly arranged on the mobile platforms. Through the position shift of the mobile platforms,the cleaning system,spraying system and extracting system will be in working positions of themselves.Servo positioning control is used in spraying system,extracting system and mobile platform.So they have accuracy control in the position and speed.It demands the strict requirements of processes and shorten the operating time,thus improving work efficiency.
Spray coating
It has excellent spray coating quality.The function of tube mold’s inner coating:
1 reduce the impact of metal liquid on the tube molds
2 reduce the peak temperature of the tube molds
3 effectively prolong the service life of the tube molds
4 increase the friction force between the tube molds and liquid metal
5 shorten the time of the pour-in metal liquid to achieve the tube rotation speed and also facilitate the casting pieces to release from the molds in tube drawing process.
The spray lance moves with servo control.So the spray lance has a smooth movement and an adjustable position, which ensures the uniformity of the spray coating. The speed of the spray lance can be divided into three sections. The movement distance and speed of each section can be adjusted.With the rotating speed and spraying pressure of the tube mold, it can meet the requirements of a variety of complex spraying processes.
Cooling system
The cooling system is real-time monitoring of the tube mold’s temperature and control the spray water cooling.The mold temperature has a very big influence on the quality of the cylinder liner,Especially in metallographic structure and hardness of the cylinder liner.If the mold’s temperature is too high, the wet coating material shall inflames, which can cause uneven coatings.It can’t ensure the surface quality of the cylinder liner.In the meanwhile the service life of the molds shall be shortened. If the mold’s temperature is too low. When pouring the coating can’t dry out completely.The bubbles can’t dissolve out completely before pouring. when the molten iron of high temperature meets the wet coating material,the casting defects such as the white casts and air pores are likely to occur to the cylinder liner.
The infrared temperature measuring device is configured to perform the real-time detection on the three temperatures of the tubes mold’s outer surface, and display three temperature segments on the HMI. The tube cooling nozzle is evenly arranged above the tube mold along the axial direction of the tube mold.
According to the cooling parameters,when pouring or solidification process,the cooling system will splash water cooling to the outer of the tube molds,which controls the the tube mold’s temperature in the appropriate process range.
Tool for casting extraction
Casting extraction mechanism is controlled by servo and Pneumatic control system. So it is very accurate and reliable.It can extract the casting smoothly from the tube molds. The position and speed of the casting extraction can be set up and adjusted.
Pouring system
Automatic pouring device is composed of pouring vehicle, pouring ladle, etc.
Pouring vehicle can serve three engines for pouring respectively.
The ladle’s pouring speed can be adjusted.The automatic weighing device is used in pouring vehicle,which can ensure the consistency of the weight for each batch of cylinders. The weight of the molten iron in the ladle can be displayed on the big screen and the records can be printed.
Electric control system
Control system use PLC as the control core and use the man-machine interface as the monitoring system.It controls the whole process automatically and monitors the whole production process.Control system has the perfect protective measures, such as over-current protection, over-load protection, etc. The process parameters of the main engine and the auxiliary engine all can be adjusted and stored in the man-machine interface such as work positions and velocity. It meets the production process requirement of a variety of cylinder liner castings in a certain range.
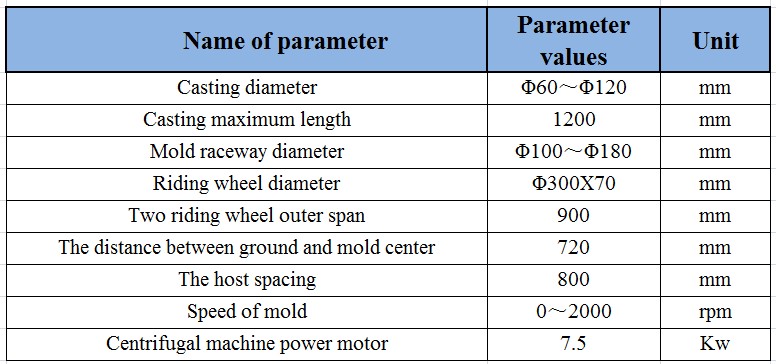
Main technical parameters